Описание.
Полуавтоматический вертикальный станок с подвижной рамой GELLER VERTICAL ARM, предназначенный для поперечной (рез осуществляется на всю ширину листа) резки листового материала и плит. Рез заготовки осуществляется при помощи подачи рамы с полотном на заготовку.
Полуавтоматический вертикальный станок с подвижной рамой GELLER VERTICAL ARM предназначен для резки в многосменных режимах конструкционных и инструментальных сталей, цветных и иных легкообрабатываемых металлов и сплавов. Станок также используется для резки сталей с примесью хрома, меди, никеля, азота, ванадия.
Значительный вес станка минимизирует вибрации, что позволяет поддерживать высокую точность реза, и сохранять ресурс используемого инструмента.
Конструкция станка позволяет использовать биметаллические и твердосплавные полотна для резки всех типов заготовок.
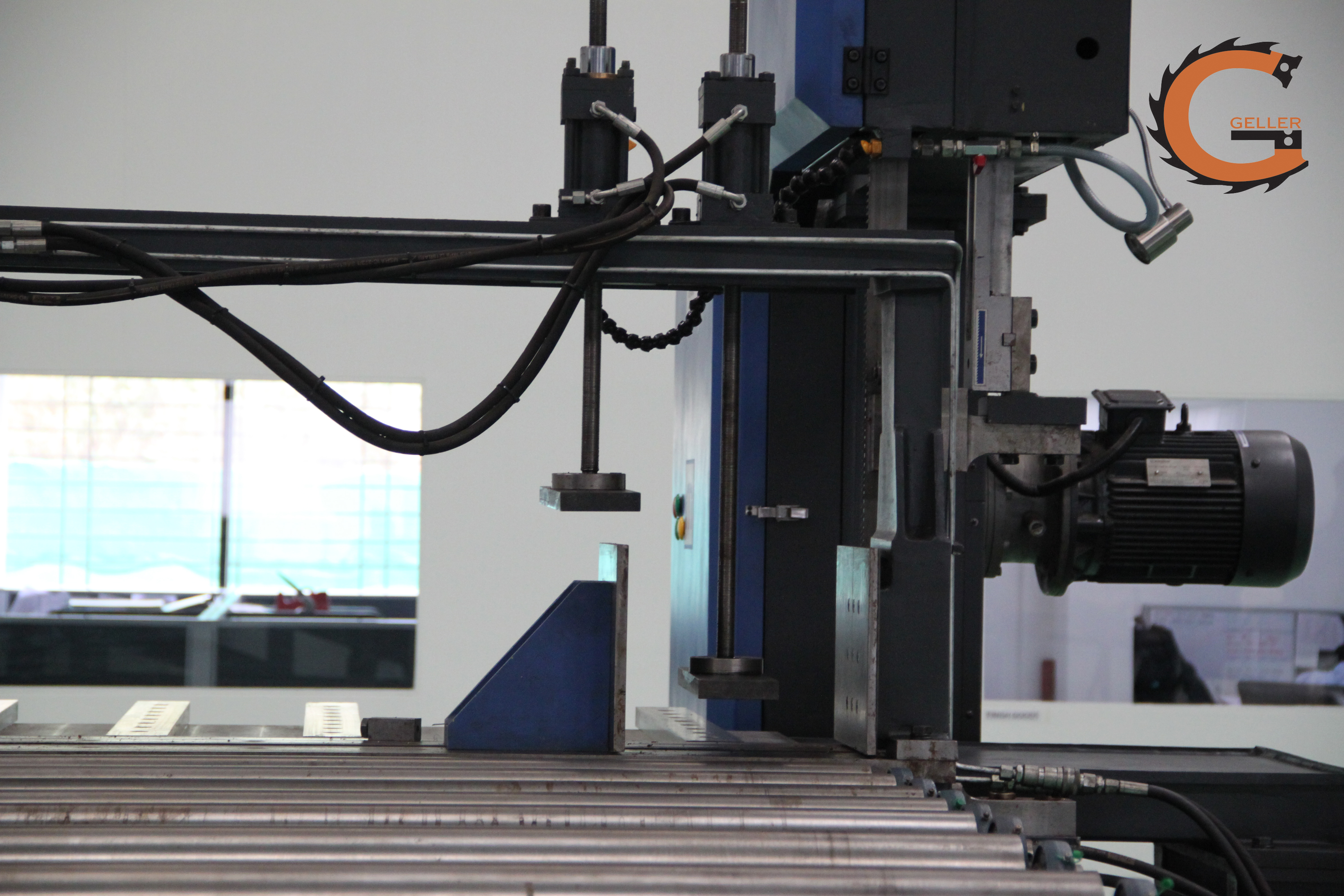
Конструкция.
Основные узлы (блоки перемещения рамы, шкивы и опорные стойки рамы) отлиты из высокопрочного, стойкого к вибрациям и ударным нагрузкам, металла. Остальная конструкция выполнена из толстого листа конструкционной стали толщиной 10 мм.
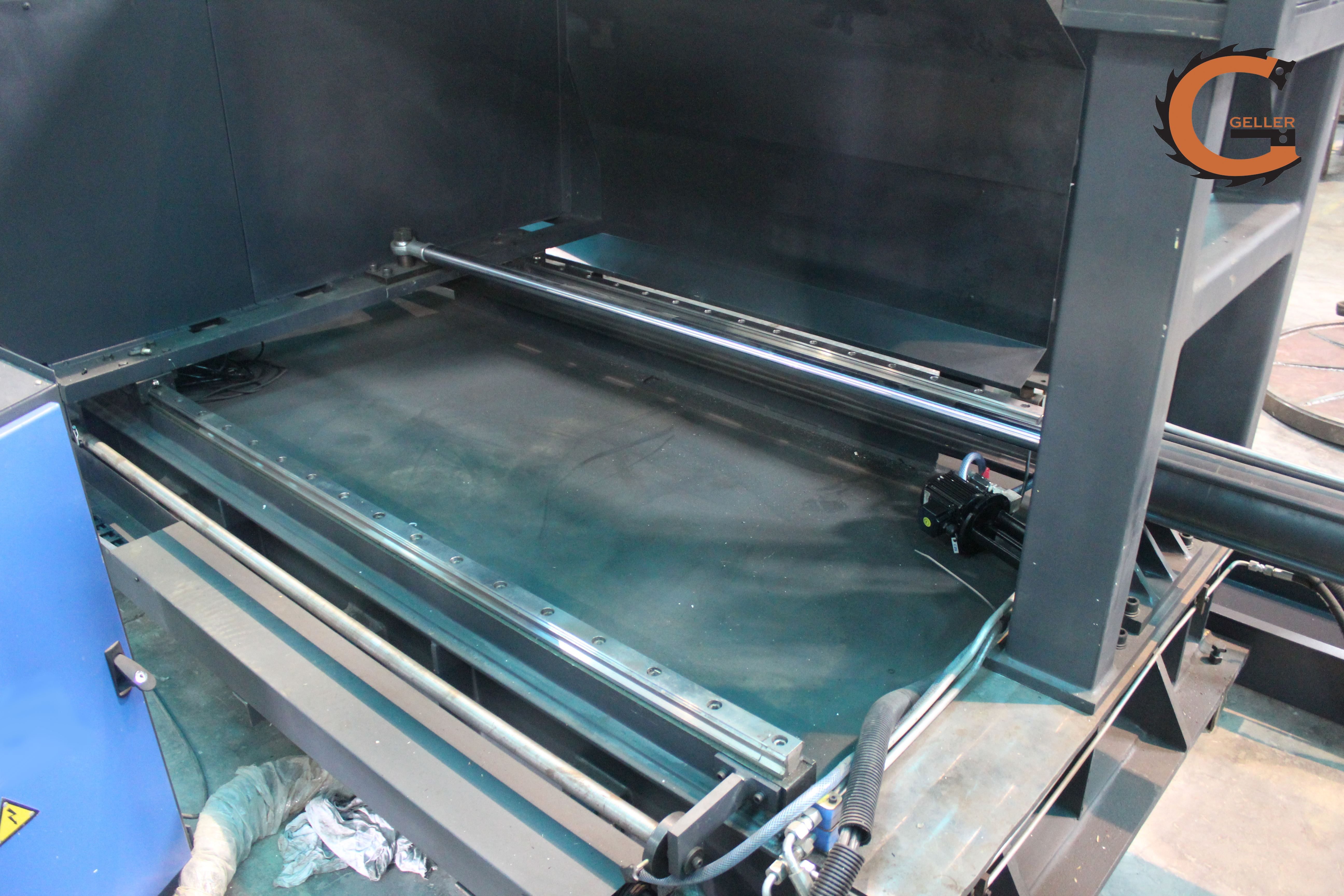
Рама станка.
- Рама станка изготовлена методом электросварки из толстого листа толщиной 10 мм. Для повышения жесткости конструкции и уменьшения вибраций резке рама станка оснащена ребрами жесткости.
- Рама станка перемещается вдоль стола по двум четырехрядным линейным направляющим при помощи устройства ШВП, что обеспечивает высокую точность и равномерность подачи полотна на деталь.
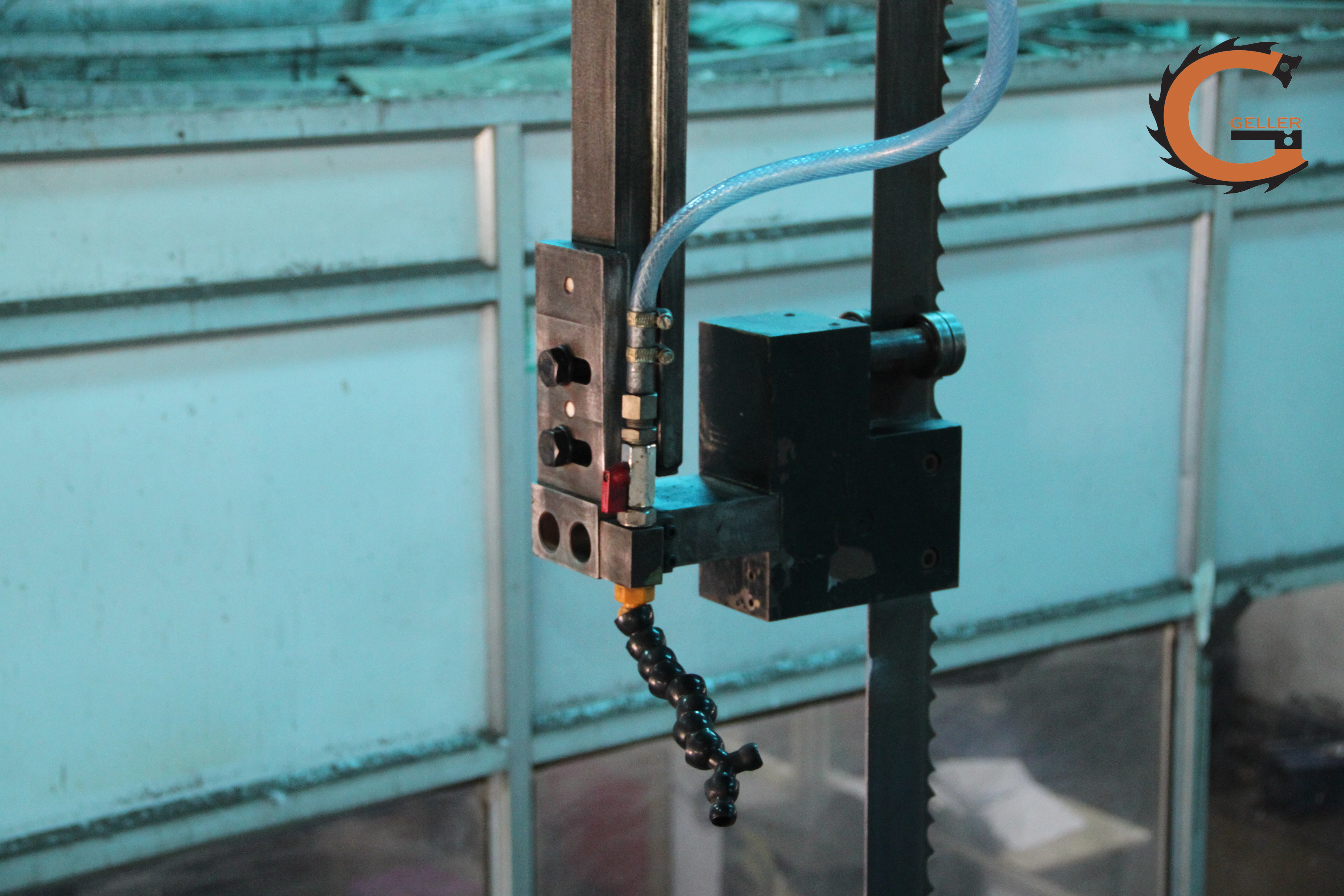
Натяжение полотна и блоки твердосплавных направляющих пильного полотна.
- Натяжение пильного полотна осуществляется гидравлически и управляется с котроллера станка. Контроль натяжения пильного полотна осуществляется встроенным тензометром.
- Блоки твердосплавных направляющих перемещаются вручную оператором станка, что позволяет обеспечить точность резки 0,1 мм на 100 мм высоты заготовки.
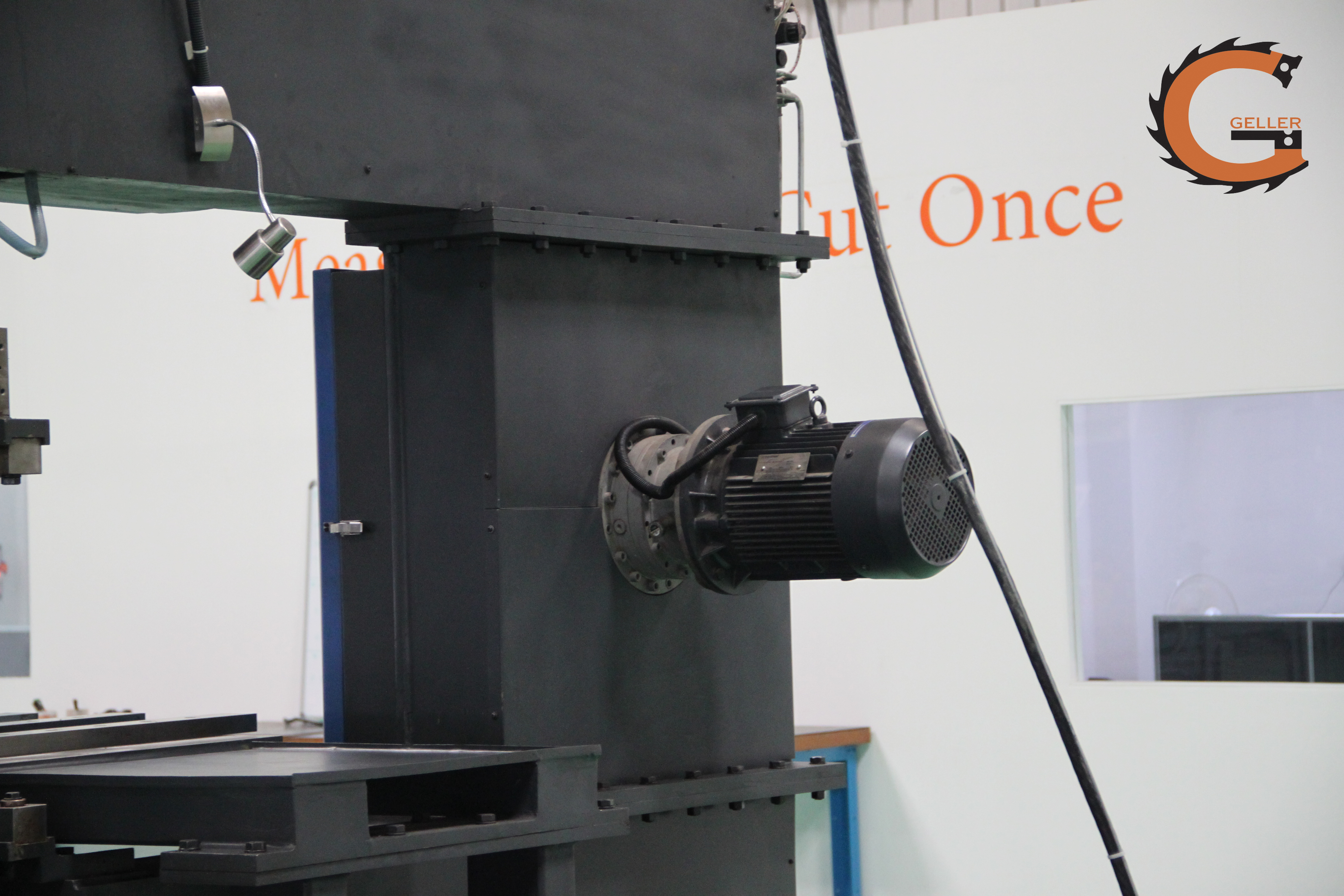
Привод ленточнопильного станка.
- В базовой стоимости станок оснащен редуктором геликального типа, одной из современных разновидностей червячного редуктора. В качестве дополнительной опции может быть установлен редуктор планетарного типа с более высоким КПД.
- Скорость пильного полотна плавно регулируется частотным преобразователем с контроллера станка оператором.
- Станок оснащен системой аварийного отключения при заклинивании пильного полотна или его разрыве.
Тиски.
- Станок оснащен гидравлическими тисками. Одна из щечек тисков стационарна, перемещение второй осуществляется при помощи гидравлического цилиндра. По дополнительному запросу станок может быть изготовлен с двумя подвижными щечками тисков. По дополнительному запросу может быть установлен вертикальный гидравлический прижим, который позволит надежно фиксировать заготовки сложной формы или пакеты прутков.
- Для улучшения сцепления с заготовкой на щечки тисков нанесены насечки.
Подвижные тиски в автоматических вертикальных станках.
- Станок может быть оснащен второй парой гидравлических тисков. Одна из щечек тисков стационарна, перемещение второй осуществляется при помощи гидравлического цилиндра. По дополнительному запросу станок может быть изготовлен с двумя подвижными щечками тисков.
- Перемещение подвижных тисков осуществляется при помощи гидроцилиндра, встроенного в базу станка по четырехрядным линейным направляющим на длину 500 мм. Точность подачи тисков за один перехват – ±0,2 мм за один перехват.
- По желанию заказчика станки могут оснащаться системой подающих тисков при помощи ШВП. В указанной конструкции существенным образов увеличивается скорость подачи заготовки. Точность подачи тисков при использовании ШВП – 0,05 мм за один перехват.
Система подачи СОЖ и система смазки станка.
- Станок оснащен баком для СОЖ и насосом, которые перемещает СОЖ в зону резания. Указанная система позволяет многократное использование СОЖ. Для предотвращения попадания крупной и мелкой стружки станок оснащен системой механической фильтрации стружки.
- В базовом исполнении все подвижные части станка, смазываются оператором вручную в соответствии с регламентом эксплуатации станка. По Вашему запросу станок может быть оснащен системой автоматической смазки подвижных узлов станка. Это значительно увеличивает срок работы оборудования.
Стружечный конвейер и очистка ленточного полотна.
- Станок оснащен скребковым стружкоуборочным конвейером.
- Очистка полотна осуществляется щеткой, имеющей свой собственный привод, что позволяет полностью использовать ресурс щетки.
Управление.
Котроллеры станка марки OMRON в базовой комплектации оснащаются кнопочными пультами и стеклопластиковым дисплеем, стойкими к механическим повреждениям и попаданию СОЖ.
Оператор может внести в базовый контроллер следующую информацию:
- Скорость вращения полотна
- Скорость перемещения консоли (скорость резания)
По отдельному запросу станки могут изготавливаться с многослойными стеклянными дисплеями с функцией Touch Screen. Указанные контроллеры имеют следующие преимущества перед базовыми котроллерами:
- Индикация и обслуживание через цветной сенсорный экран с диагональю 5.8 дюймов.
- Инфракрасный сенсорный экран с фронтальным стеклом, устойчивым к царапинам, из многослойного безопасного стекла.
- Математическое обеспечение визуализации установки для графического обслуживания, ввода данных и индикации.
- Индикация сообщений и неполадок с указанием времени и даты в меню диагностики. Индикация актуальных ошибок в главном меню.
- Предварительный ввод заданных значений, показание фактических величин, индикация статуса и ошибок, а также ручного обслуживания для осей позиционирования.
- Ввод и изменение параметров станков и системных параметров на дисплее.
- Включение станка защищено паролем на контроллере.
Обслуживание.
Все узлы станка, подлежащие сервисному обслуживанию, расположены вне базы станка, что позволяет персоналу быстро проводить регламентные работы.
Комплектация поставки.
- Лампа освещения зоны резания станка.
- Инструкция по эксплуатации на русском языке.
- Набор инструментов для обслуживания станка.
- Биметаллическое ленточное полотно М42.
- Сертификат ГОСТ Р.
Опции.
- Вручную перемещаемые рольганги – длина 2000 мм.
- Механизированные рольганги – длина 2000 мм.
- Система контроля отклонения полотна от перпендикуляра.
- Устройство проецирования лазерной линии на заготовку.
- Гидравлический прижим станка.
- Контроллер с Touch Screen.
- Подача рамы станка при помощи ШВП.